
 全景工厂
全景工厂

行业案例
CASE

行业/分类:其他手板模型加工
加工方式: cnc加工 使用材料: 铝合金
最小精度: 0.05mm 生产周期: 3~8天
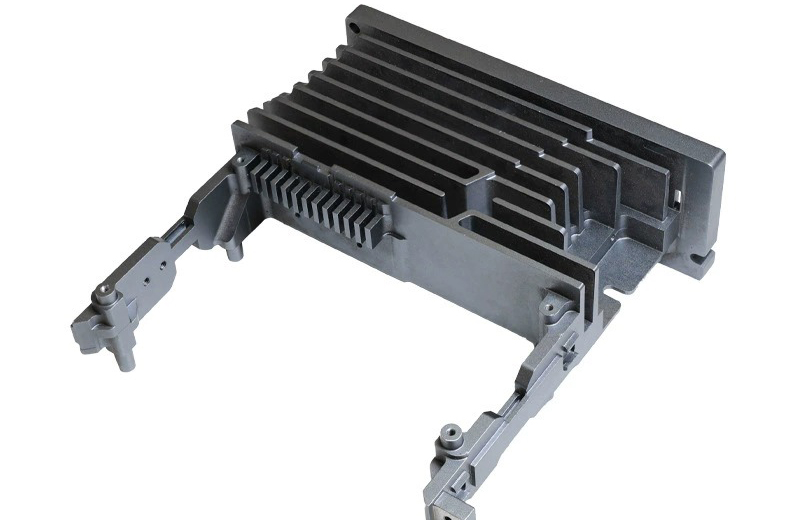
产品尺寸: 35cm*35cm*8cm
后处理: 打磨
案例介绍
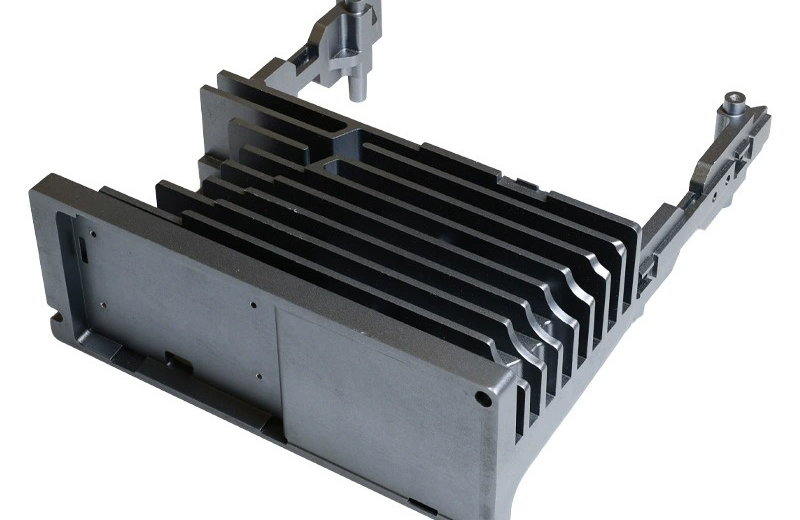
用CNC加工金属散热器手板,是验证散热性能和结构设计的关键环节。它最大的价值在于,能直接用与量产接近的金属材料,快速、精准地制造出实物,用于真实环境下的热测试和功能验证。
材料选择:导热性与可加工性的权衡
选材是第一步,不同材料的导热性能和加工难度差异很大。
铝合金:综合性价比之王
常用牌号:6061-T6是最常见的选择,加工容易、成本适中;6063 的导热性略优。
核心优势:密度低、质轻,导热性好(约160-230 W/(m·K)),且易于进行阳极氧化等表面处理。
应用场景:绝大多数消费电子、通讯设备、工业设备的散热器手板。
铜合金:追求极致导热性能
常用牌号:C110(纯铜) 是代表。
核心优势:导热系数极高(约380-400 W/(m·K)),是铝的近两倍。
主要缺点:成本高,材料密度大,加工难度高,易产生毛刺和粘刀。
应用场景:用于对散热有极致要求的高端产品,如大功率激光器、高性能服务器CPU的散热核心。
其他材料:镁合金可用于追求极致轻量化的场合,但需注意其耐腐蚀性。
核心工艺流程
一个标准的金属散热器手板制作,通常遵循以下流程:
设计与仿真:使用 SolidWorks、UG NX 等软件建立精确的3D模型,并通过仿真软件进行流体动力学和热传递分析,优化散热齿的形状和布局。
编程与仿真:利用Mastercam等CAM软件生成刀具路径和G代码。加工前通过仿真模拟,检查并避免潜在的碰撞和错误。
CNC精密加工:核心制造环节。
设备选择:使用三轴、四轴或五轴CNC机床进行加工。
加工步骤:遵循“粗加工 → 半精加工 → 精加工”的步骤,先快速去除大部分余量,再保证最终精度。
关键控制:过程中会使用 三坐标测量仪(CMM) 等工具实时监控尺寸。
后处理:包括去毛刺、打磨等。之后会根据需求进行喷砂、阳极氧化等表面处理,以提升防腐和散热效果。
装配与测试:将零件装配成完整散热器,进行散热效果、结构稳定性等功能测试。
设计要点:确保可制造性的关键参数
散热器的性能很大程度上取决于其散热齿(鳍片) 的设计。为了让设计能顺利加工出来,有几个关键参数需要留意。
最小齿厚:铝合金齿厚建议不小于0.8mm;铜合金建议不小于 1.0mm。
最小齿间距:铝合金齿间距建议不小于1.5mm;铜合金建议不小于1.8mm。
最大长径比 (H/D):即齿高与齿间距的比值。铝合金建议不超过6:1;铜合金建议不超过4:1。超过此比例,刀具易产生振动,影响加工精度和表面质量。
优化建议:对于薄壁齿片(<1mm),应采用分层加工或高速切削(HSM) 来减少变形。齿间距建议不小于齿厚的1.5倍,以避免刀具干涉。所有内角应设计为圆角,避免尖锐的直角。
接触面要求:与热源接触的平面,其平面度要求通常较高(如≤0.1mm)。
成本与周期参考
生产周期:通常为2~7天。简单手板可能只需2-3天,复杂手板可能延长至8-15天。
成本构成:主要由材料费、加工费、表面处理费等构成。在满足测试要求的前提下,手板阶段用铝合金替代铜是控制成本的有效策略。
精度水平:常规CNC加工的精度通常可达±0.05mm。
如何选择服务商
选择靠谱的服务商,可以关注这几点:
设备能力:是否拥有四轴或五轴联动等高精度设备。
专业经验:是否有丰富的散热器或精密五金手板制作经验。
品控体系:是否通过 ISO9001 等质量体系认证,并能提供全尺寸检测报告。
一站式服务:能否提供从设计优化、编程、多轴加工到阳极氧化等表面处理的一站式服务。
总结
总的来说,CNC加工是制作高性能金属散热器手板的理想方案。关键在于根据散热需求,在铝合金的性价比和铜合金的极致性能间做出权衡,并在设计阶段就严格遵循DFM(可制造性设计)原则,尤其是散热齿的厚度、间距和长径比等关键参数。

