
 全景工厂
全景工厂

行业案例
CASE

行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 3~8天
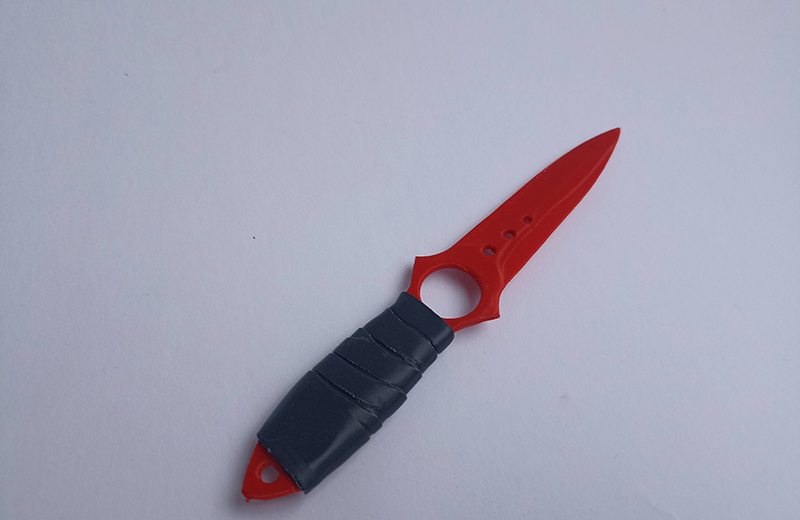
产品尺寸: 20cm*2cm*1cm
后处理: 喷油
案例介绍
一、模型优化拆分
模型拆分为红色刀身、黑色防滑握把两个独立零件,刀身刃尖、柄尾挂孔、指环位置全部加厚补强,壁厚控制在2.2~3mm,规避打印脆裂。刀身三处减重圆孔做倒角优化,防止孔位边缘崩边;指环内径按常规手指尺寸建模,握把分段环形凹槽加深,强化握持防滑效果,两件配合面预留0.1mm装配公差,保证粘接严丝合缝,无翘边缝隙。建模时刃口做圆弧钝化处理,符合道具安全标准,杜绝尖锐尖角。

二、分色 3D 打印
优先选用高韧性PETG耗材,红色耗材打印刀身,黑色耗材打印握把,相较PLA抗弯折、耐磕碰,适合道具把玩。打印层高0.15mm,刀身填充40%提升整体抗弯强度,握把填充30%兼顾减重与韧性;模型斜45°摆放,仅刀尖尖端添加少量易剥离支撑,大幅减少刃口打磨工作量,切片开启回抽设置,避免减重圆孔、指环内壁出现拉丝堵孔,细小凹槽细节完整成型。
三、后处理与装配
拆除支撑后,先用400目粗砂打磨支撑残留与明显层纹,再换800~1200目细砂纸精磨刃面、孔洞内壁与握把纹路,打磨后整体手感顺滑无毛刺。选用低白化瞬间胶粘合刀身与握把,胶水少量点涂,防止溢胶污染外观,静置固化2~4小时。如需提升仿真效果,可整体喷涂哑光保护漆,统一表面质感。
四、小批量硅胶复模扩产
订单在30件以上改用硅胶复模工艺,以完工手板做原型,围框固定后灌注AB硅胶制作模具,选用高韧性PU树脂真空脱泡灌注成型,脱模后简单修整即可,量产效率更高,单件生产成本远低于逐个3D打印。
工艺关键点
刀尖是受力薄弱区,建模与打印必须加厚壁厚;指环内壁精细打磨,避免佩戴划伤皮肤,减重孔内部彻底清理残留耗材。

