
 全景工厂
全景工厂

行业案例
CASE

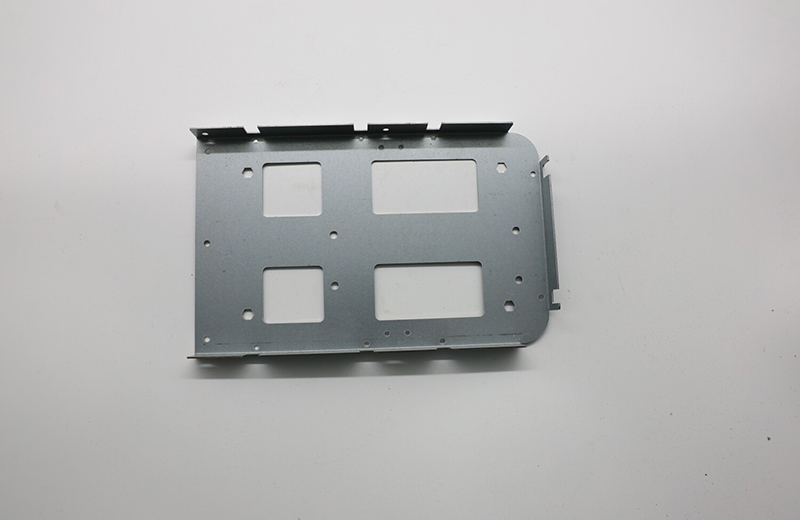
行业/分类:汽车手板模型加工
加工方式: 钣金 使用材料: 铝合金
最小精度: 0.1mm 生产周期: 3~8天
产品尺寸: 30cm*18cm*5cm
后处理: 打磨
案例介绍
在汽车研发中,钣金加工是制作高保真金属手板模型的核心技术。它最大价值在于,能用完全一致的材料和工艺,1:1地还原最终量产件的力学性能、装配精度和外观质感,帮助你最大程度模拟量产、降低风险。
一、为什么选择钣金加工
在需要验证结构强度、装配精度或进行路试时,钣金工艺是制作金属手板的首选。
结构与性能高度保真:采用与量产件相同的金属板材(如冷轧钢、铝合金),通过激光切割、折弯、焊接等真实工艺成型,其强度、刚度及回弹等特性是塑料3D打印无法模拟的。
精准验证装配与工艺:能真实反映量产时的装配间隙、折弯回弹和焊接变形,并帮助评估分型线和焊接点的工艺可行性。
快速灵活,成本可控:无需投入昂贵的量产模具,通过激光切割和数控折弯就能灵活出样,显著缩短研发周期。
多场景功能测试:其金属特性使其能承担起开闭耐久性、抗震性和密封性(淋雨测试)等真实工况下的功能测试。
二、核心工艺路线
为了兼顾结构真实性和成本控制,可以根据不同的需求,灵活组合多种加工工艺。
CNC加工适用于高精度、小批量(1至5件)的复杂曲面或功能性零件,如铝合金支架、概念车钣金等。它的精度最高(可达±0.1毫米),五轴联动机床可加工复杂曲面,表面质量好。
激光切割适用于平板类零件下料,或作为折弯、焊接的前道工序,是快速打样的首选下料方式。它的精度高(±0.1毫米),切缝窄,无模具成本,速度快。
数控折弯适用于将平板加工成具有特定角度的立体形状,如支架、外壳等。它可以精确控制折弯角度,并通过无痕模具保护板材表面,避免划伤。
简易模具冲压适用于中批量(5至20件)的零件,或需要高度模拟量产冲压效果的情况。这种工艺介于打样和量产之间,周期短(约7至15天),能较好地验证材料的拉伸回弹问题。
焊接适用于将多个钣金件连接成复杂整体,如车身骨架、底盘部件等。点焊变形小,效率高,适合薄板。焊后需打磨平整,保证装配和外观。
三、常用材料选择
选择合适的材料是确保手板模型性能的关键。
冷轧钢板(SPCC或SECC)成本较低,成型性好,适合大多数车身结构件、底盘零件的功能性验证。
铝合金(6061或5052)重量轻、耐腐蚀,是轻量化部件(如引擎盖、新能源车部件)的优选,兼具良好的强度和加工性。
不锈钢板(SUS304)强度高,耐腐蚀和耐热性能卓越,常用于排气系统隔热罩、部分高要求装饰件等。
镀锌板(SECC或SGCC)防锈能力优于冷轧板,常用于不需要后期喷涂的内部结构件或对防锈有要求的部件。

四、设计要点
设计直接关系到成品的成败,因此在图纸阶段就需要为工艺做好充分准备。
预留折弯补偿:金属板材在折弯后存在“回弹”现象。为确保最终角度精准,设计图纸时需根据材料和厚度,在工艺上标注比目标角度小1度到2度的补偿角度(如标注88度到89度)。
合理设置拔模斜度:如果后续计划用简易模具冲压,就必须在设计中预留3度到5度的拔模斜度,这能保证零件顺利从模具中取出,并避免表面拉伤。
精确控制公差:对于装配间隙,图纸上应明确标注要求(如车门与车身间隙通常要求不大于0.5毫米);对于手板模型的关键尺寸,可设定公差为±0.1毫米甚至更高。
五、如何选择可靠的服务商
选择一家经验丰富、设备齐全的手板厂至关重要。
考察项目经验:优先选择在汽车配件、车灯、保险杠、内饰件、新能源部件等同类产品上有丰富案例的服务商。
评估综合能力:确认对方是否具备从设计优化、工艺选择(CNC、钣金、3D打印、复模)到后处理(打磨、喷漆、电镀)的一站式服务能力。
核实品质标准:询问对方的标准加工公差,并确认是否能提供三坐标测量仪检测报告作为质量凭证。
关注保密与响应:汽车研发涉及大量核心数据,必须签署保密协议,并要求对方在最快时间内(如1小时内)对图纸进行评估和报价。

