
 全景工厂
全景工厂

行业案例
CASE

行业/分类:其他手板模型加工
加工方式: 注塑 使用材料: 塑料
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 8cm*8cm*3cm
后处理: 喷油
案例介绍
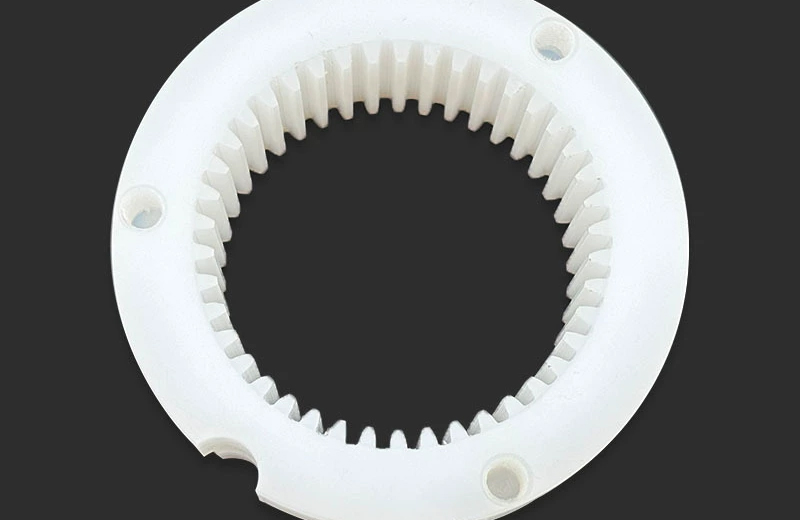
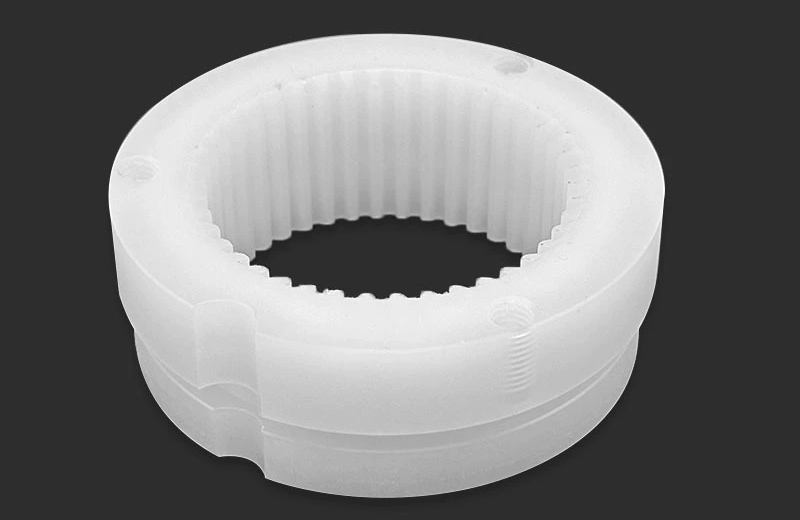
注塑加工非标塑料传动齿轮手板,与CNC、3D打印的逻辑完全不同。核心区别在于:注塑手板必须先做模具,而CNC和3D打印不需要。因此,注塑手板并不是手板阶段的常规选项,而是在特定场景下才会被考虑的工艺路径。
注塑手板的本质:为后续量产做准备
注塑工艺的本质是将熔融的工程塑料通过注塑机高压注入闭合模具型腔,冷却定型后开模取出制品,精度可达±0.05mm左右。但无论加工什么样的齿轮,注塑手板都必须先制作模具——可以是简易模具,也可以是正式量产模具。
很多企业容易把手板件和模具件混淆。手板件是设计完成后、未开模前通过CNC或3D打印制作的样品,核心作用是验证设计、测试性能,属于研发阶段的“试错产物”;模具件则是依托模具通过注塑等工艺批量生产的成品件。手板件无需开模费用,单件成本极低,打样周期通常3-7天即可交付;而模具件需要先投入模具开发成本,简易模具数万元,复杂精密模具可达数十万甚至上百万,模具加工周期长达15-30天甚至更久。
因此,手板阶段通常不建议直接走注塑路径,除非你有明确的后续量产计划。对于1-50件的单件齿轮验证需求,更推荐CNC加工或3D打印,无需模具投入,成本更低、周期更短。CNC加工齿轮精度可达±0.05mm/100mm,材料直接使用POM或尼龙棒材切削,力学性能和表面质量非常接近最终注塑件。3D打印则适合复杂齿形的快速验证,工业级SLS尼龙打印精度约±0.1mm,48小时即可出样,但长期疲劳强度和尺寸稳定性略逊于CNC件。
何时需要考虑注塑手板
注塑手板通常出现在以下两种场景:
第一种是在产品研发后期或市场验证阶段,需要小批量(几十到几百件)进行真实环境测试或小规模投放时。这种情况下的“注塑手板”,实际上使用的是简易模具,而不是正式量产模具。采用CNC加工工艺制作高精度简易模具,相比传统量产模具,成本可降低30%到50%,制作周期缩短一半以上。这种方式既能模拟真实注塑生产条件,验证材料流动、填充效果等工艺参数,又不会像开正式量产模具那样投入过大。
第二种是为后续大批量量产做预演,即在正式开量产模具之前,先用简易模具做一轮注塑手板,验证模具设计的合理性,避免因设计瑕疵导致巨额修模成本。
如果你正处于早期设计验证阶段(1-10件),建议优先选择CNC加工齿轮,成本更低、周期更短,且精度和力学性能完全可以满足真实工况测试。如果已进入小批量试产阶段(50-500件),可考虑采用“3D打印打样验证 → CNC简易模具 → 小批量注塑”的路径,先通过3D打印快速验证结构和外观,确认无误后再做简易模具进行注塑。不少手板厂提供这种全流程协同服务,例如宏晶佳就明确支持这种路径,此前为一家智能硬件企业做500件小批量注塑,报价比市场低28%,产品合格率达99.6%。
材料选择建议
塑料传动齿轮手板的常用材料包括POM(赛钢)和尼龙(PA),两者各有侧重。
POM具有极低的摩擦系数(0.1到0.3),无需添加润滑剂即可实现优异的耐磨性,尺寸稳定性好,不会像尼龙那样因吸湿而产生尺寸变化,适合对精度保持能力要求较高的精密齿轮。POM在CNC加工和注塑成型方面均表现良好,加工更清洁,尺寸控制更严格。尼龙的耐磨性优于POM,在承受高载荷和冲击的应用中表现更好,但吸湿后性能会下降,尺寸稳定性不如POM。
如果手板阶段需要验证齿轮在真实工况下的传动效率、噪音表现与寿命,建议优先选择与后续量产计划一致的材料。如果后续计划注塑量产POM齿轮,手板阶段就用POM做CNC加工;如果后续计划注塑尼龙齿轮,手板阶段就用尼龙材料做CNC加工或3D打印。对于更高要求的应用场景(如高精度、低噪音微型传动系统),也有采用PEEK等特种工程塑料的方案,PEEK齿轮手板验证后可直接进入精密注塑量产阶段。

几点实用建议
第一,分清项目阶段再做决策。设计验证阶段用CNC加工齿轮手板,小批量试产阶段用“3D打印+CNC简易模具+注塑”的组合路径,正式量产阶段再开正式量产模具。这样既能控制成本,又能平稳过渡。
第二,提前规划后续量产路径。如果手板验证后确定要大批量注塑量产,手板阶段就应与供应商沟通好模具设计方案,包括材料收缩率、浇口位置、模具穴数等因素。精密齿轮模具成本较高,正式量产模具开发需5-50万元不等,精密齿轮甚至可能达到20万到80万元,提前规划可以避免后期返工。
第三,参考专业齿形标准。设计齿轮齿形时应遵循ISO 53或GB/T 1356等渐开线圆柱齿轮标准,确保齿廓准确,否则无论用CNC还是注塑,样件都无法正常啮合。
第四,注意材料的后处理特性。尼龙材料吸湿后尺寸和性能会变化,POM则相对稳定,如需验证产品在真实环境下的长期表现,应在手板测试中充分考虑这一差异。
第五,必要时咨询专业齿形工程师。传动齿轮的齿形设计参数众多,包括模数、压力角、变位系数、齿顶高系数等,如果这些参数尚未完全确定,建议先咨询齿轮设计领域的专业工程师,确保齿形设计合理后再进行手板制作,可以避免因齿形参数错误导致的手板报废。

