
 全景工厂
全景工厂

行业案例
CASE


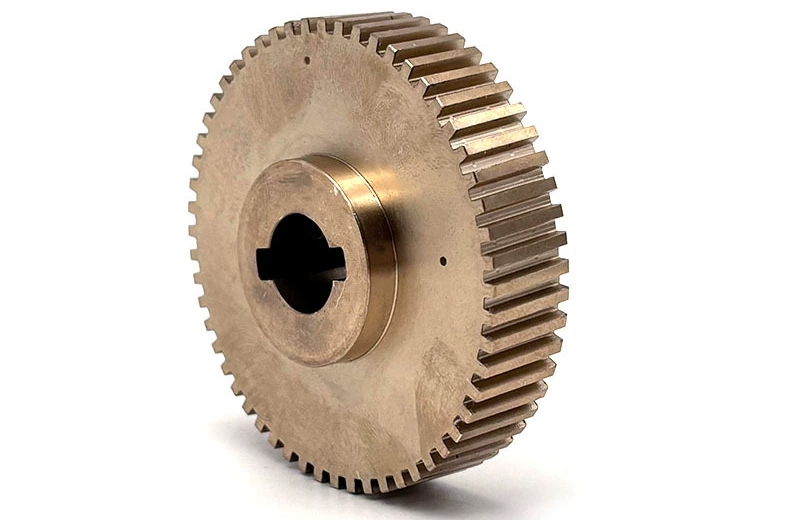
行业/分类:其他手板模型加工
加工方式: cnc加工 使用材料: 铜
最小精度: 0.01mm 生产周期: 2~7天
产品尺寸: 8cm*8cm*2cm
后处理: 打磨
案例介绍
CNC加工非标铜齿轮手板,通常采用精密数控车削与多轴联动铣削相结合的工艺路线。它能实现高精度、真材实料的金属齿轮原型,尤其适合验证结构、配合和功能,是工业设计和产品开发中十分可靠的方式。
1.选对材料:从黄铜、紫铜到青铜
不同牌号的铜合金,其加工特性、性能和成本差异很大。这是影响项目成败的第一步。
黄铜(Brass):如H62、H65、C36000等。
加工特性:加工性能极佳,被誉为“切削之王”,刀具磨损小,效率高,成本相对较低。
应用场景:大多数非标齿轮手板的首选。具有良好的强度、耐磨性和一定的耐腐蚀性,非常适合功能性原型验证。
紫铜/纯铜(Copper):如T2、C10100、C11000等。
加工特性:“又软又黏”的典型,是难加工材料之一。切削时极易产生粘刀、积屑瘤和毛刺,对刀具和工艺要求极高,加工成本显著增加。
应用场景:主要利用其极高导电性和导热性,适合制作散热、导电相关的齿轮部件。
青铜(Bronze):如磷青铜(C51000)、铝青铜等。
加工特性:加工难度介于黄铜和紫铜之间,耐磨性好,但刀具磨损也比黄铜更快。
应用场景:适合需要极高耐磨性或高强度的齿轮,如重载或特殊环境下的传动部件。
2.CNC加工工艺与策略
加工一个铜齿轮,通常需要车、铣、滚等多道工序协同。
工艺路线选择:
车削(Turning):加工齿轮的圆柱外径、端面、轴孔等回转体特征。这是所有回转类零件的基础工序。
铣削(Milling):加工齿轮的键槽、定位孔、端面槽等非回转体特征。对于结构复杂的异形齿轮,这是关键工序。
滚齿(Hobbing):加工齿形的主要方法。使用专用的齿轮滚刀在滚齿机或带旋转轴的加工中心上加工出精确的齿形。这是保证齿轮精度的核心。
车铣复合(Turn-milling):如果零件结构复杂,有条件的供应商会使用车铣复合加工中心,在一次装夹中完成车、铣、钻孔等所有工序,精度和效率最高。
关键工艺策略:
“一刀切”原则:尽可能在一次装夹中完成所有或大部分加工,以减少多次装夹带来的定位误差。
粗、精加工分离:采用分层铣削,先用大刀粗加工快速去余量,再用小刀精加工保证尺寸和光洁度。
科学装夹:由于铜较软,装夹时需分散夹持力,防止薄壁齿轮变形。必要时使用软爪或专用夹具。
3.刀具与切削参数:挑战“又软又黏”
对付铜材,核心是使用“极锋利”的刀具和“高转速、适当进给、充分冷却”的参数。
刀具选择:
材质:首选硬质合金(Carbide),其硬度和耐磨性优于高速钢。对于纯铜加工,可选用带DLC涂层的刀具,甚至PCD(聚晶金刚石)刀具以获得最佳效果。
几何参数:选择前角较大的立铣刀,刃口锋利。加工黄铜时常用2刃或4刃;加工纯铜时,为了更好排屑,建议优先选择2刃铣刀。
专用刀具:齿形加工必须使用齿轮滚刀或指状铣刀。
切削参数建议(参考):
主轴转速(SpindleSpeed):尽可能高。在机床和刀具允许的范围内,使用高转速可以产生剪切效应而非摩擦,减少粘刀。
进给量(FeedRate):采用中等或稍高的进给,以维持稳定的切屑负载。对于纯铜,进给量不宜过大。
切深(DepthofCut):精加工时采用小切深(如0.1mm),以保证齿轮齿面的光洁度。
冷却润滑(Coolant/Lubricant):绝对必要!必须使用足量的冷却液来带走热量并冲走切屑。加工纯铜时,油性切削液效果通常优于水性液。
4.质量控制与后处理
质量控制:加工过程中需监控刀具磨损,并在加工后使用三坐标测量机、齿轮测量中心等设备对齿轮的尺寸、形位公差和齿形精度进行检测,确保满足设计要求。
后处理:齿轮手板通常需要进行去毛刺、打磨、抛光以去除锐边和刀痕,提升表面光洁度。根据需求,还可进行防锈处理、发黑或电镀(如镀镍、镀银)以提升美观度和耐磨性。
5.如何选择加工供应商?
看设备:优先选择拥有数控车床、加工中心(3轴以上)、滚齿机或车铣复合中心的厂家。这决定了其加工能力和精度上限。
看经验:询问其铜材,尤其是齿轮的加工经验。有经验的供应商能预判问题,提供更好的工艺方案。
看服务:能否提供从图纸评估、工艺设计、编程、加工到后处理、检测的一站式服务。

6.价格参考
CNC铜齿轮手板的定价差异很大,主要受材料、精度和复杂度影响。
影响因素:
材料:黄铜最便宜,青铜次之,紫铜因加工难度大,成本最高。
复杂度:齿轮的模数大小、齿形复杂度、是否有异形结构等,直接影响编程和加工时间。
精度与表面:公差要求越严(如从±0.1mm提升至±0.01mm),表面光洁度要求越高(如Ra0.8μm),价格越高。
数量:单件打样通常有较高的编程和准备成本,批量化生产单价会下降。
总结
总的来说,CNC加工非标铜齿轮是一项技术性很强的工艺。成功的要点在于:
材料精准:根据性能需求选择最合适的铜材。
工艺精湛:采用车、铣、滚相结合的工艺,并严格控制装夹方式。
刀具锋利:选用高前角硬质合金刀具,并采用高转速、充分冷却的参数。
后处理完善:做好去毛刺、抛光及表面防护。
选择一家经验丰富的供应商,能够帮你避开这些技术“坑”,确保你拿到的是真正高品质的“实心铜”齿轮,而不是“镀铜塑料”。

