
 全景工厂
全景工厂

行业案例
CASE


行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
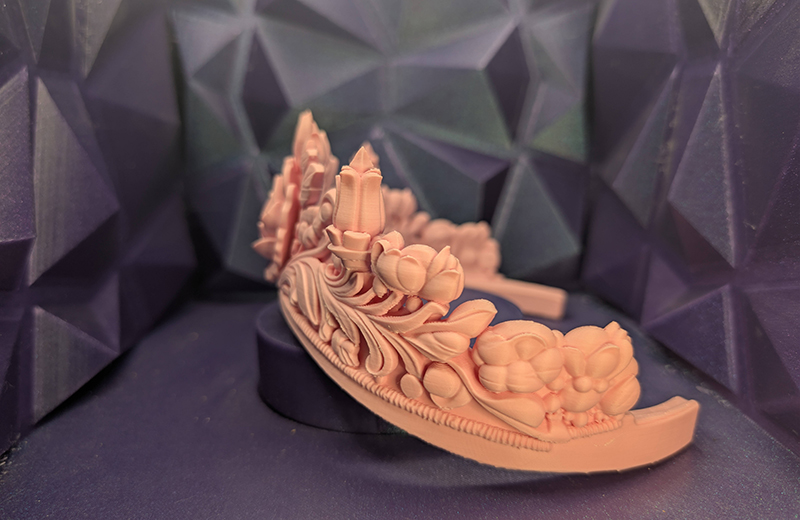
产品尺寸: 22cm*8cm*7cm
后处理: 喷油
案例介绍
这款精致的花冠手板,核心是还原花卉与卷草纹的细腻浮雕感,同时兼顾佩戴的贴合度与结构强度,是兼具装饰性与工艺性的3D打印作品。下面我们来拆解它的完整制作过程:
一、设计与建模
首先要明确花冠的核心需求:贴合头部弧度、细节精致、佩戴轻便。在 Blender 或 ZBrush 等软件中,先以头模数据为基础构建弧形基底,确保佩戴时能稳定贴合额头与两侧。随后在基底上雕刻核心花卉元素,以中心玫瑰为视觉焦点,搭配两侧的花苞、叶片与卷草纹,层层堆叠出浮雕感,同时在基底边缘预留细微的弧度变化,避免佩戴时压迫头部。建模完成后,需用 Meshmixer 检查模型,修复破面与非流形结构,将过于纤细的卷草纹适当加粗,防止打印断裂,最终导出为 STL 格式。
二、材料与工艺选择
考虑到花冠需要清晰还原浮雕细节,同时具备一定韧性不易碎裂,SLA 光敏树脂是理想选择,能精准呈现花瓣纹理与卷草曲线,表面光滑细腻;若追求性价比与便捷性,也可选用PETG通过 FDM 工艺打印,虽层纹稍明显,但强度更高,适合日常佩戴。工艺上,SLA 光固化更适合高精度手板验证,FDM 则更适合批量原型制作。
三、切片与打印准备
在 PreForm(树脂专用)或 Cura 等切片软件中导入 STL 文件,针对花冠的精细结构设置参数:树脂打印建议层高 0.05-0.1mm,保证花瓣边缘与卷草纹的清晰度;FDM 打印则将层高设为 0.15mm,壁厚 2-3 层,填充率 20-25%,兼顾轻量化与强度。对于向上翘起的花瓣与卷草纹,需添加易剥离的树状支撑,尽量减少支撑与模型的接触面积,避免破坏细节。打印前需清洁打印平台并校准,确保模型稳定附着。
四、打印与后处理
打印完成后,树脂件需先放入酒精中清洗残留树脂,再经紫外灯二次固化;FDM 件则待平台冷却后取下。用剪钳和美工刀仔细去除所有支撑,重点清理花瓣缝隙、卷草纹内侧等精细区域,避免损伤 delicate 结构。随后用 1000 目至 5000 目砂纸逐级打磨,消除层纹与支撑痕迹,让花瓣边缘更顺滑,浮雕纹理更立体。

五、表面处理与佩戴测试
后处理完成后,可进行喷漆或手绘上色,用淡粉、米白等柔和色调还原花卉质感,也可点缀金粉提升精致度。佩戴测试时,检查花冠是否贴合头部、边缘是否舒适,若存在压迫感,可通过打磨基底边缘或轻微加热塑形(仅限 PETG)优化佩戴体验,同时验证浮雕细节是否完整、结构是否牢固。
这款 3D 打印的花冠手板,将传统花卉浮雕与现代 3D 打印工艺结合,既展现了细腻的艺术美感,又实现了可佩戴的实用性,是手板制作中细节与工艺平衡的典型案例。

