
 全景工厂
全景工厂

行业案例
CASE


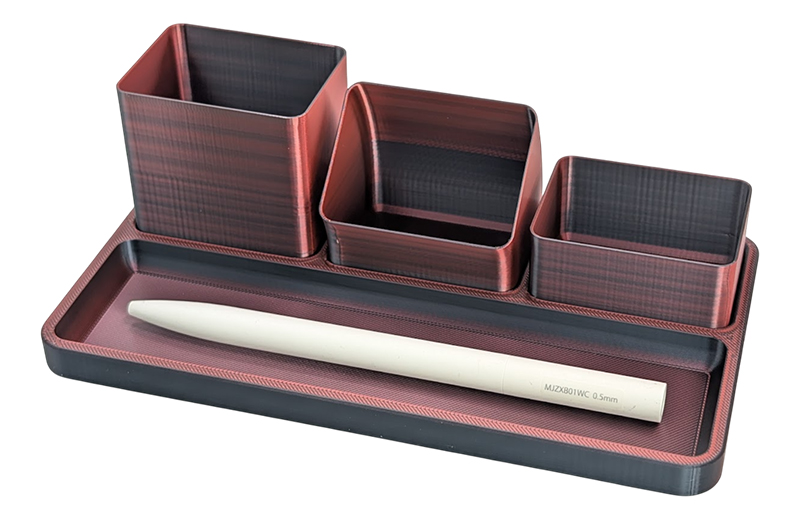
行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 25cm*10m*10cm
后处理: 喷油
案例介绍
从3D模型到拿到一个可用的实体收纳盒,完整的加工过程主要分为三个大步骤:打印前准备、打印执行、打印后处理。
第一步:打印前准备(从模型到指令)
这是确保打印成功的关键,主要在电脑上完成。
获取模型文件:从设计平台(如MakerWorld、Thangs)下载你选中的收纳盒模型文件,通常是 .stl 或 .3mf 格式。这个文件只包含了物体的三维表面形状信息。
导入切片软件:打开一款切片软件(例如Bambu Studio、Ultimaker Cura、PrusaSlicer等),将模型文件导入。你可以在这里调整模型的大小、方向(比如让受力面更大以增加粘附性)。
关键切片设置:这是核心步骤,软件会将3D模型“切”成几百上千层的二维薄片,并生成打印机识别的G代码指令。你需要设置几个重要参数:
层高:决定打印精度和速度。常见设置是0.2mm(标准质量)或0.16mm(较高质量)。
填充密度与模式:对于收纳盒,10%-20% 的填充率足够坚固,还能节省材料和时间。填充模式常用“网格”或“蜂窝”。
支撑结构:如果模型有悬空的部分(比如蚌式收纳盒的合页上方),软件会自动生成可拆除的支撑,防止打印时材料悬空掉落。
打印平台粘附:为防止模型底部翘曲,通常需要开启“裙边”或“ brim”(一圈薄边)来增加粘附力。
切片与保存:设置完成后,点击“切片”。软件会预估耗时和材料用量,然后你将生成的 .gcode 文件保存到SD卡或直接发送给打印机。
第二步:打印执行(机器工作)
现在,交给3D打印机来执行。
准备打印机:确保打印平台洁净、平整(很多需要手动或自动“调平”),将耗材(通常是PLA塑料线材,因其易用、无味)装入。
开始打印:打印机将耗材加热至熔融状态(PLA约200-220℃),然后按照G代码指令,通过喷头逐层堆积,从底部开始,一层一层地精确制造出物体。一个中等大小的收纳盒通常需要4到10小时不等。
监控与问题处理:打印初期最好观察几分钟,确保第一层已牢固粘在平台上。之后机器便可自动运行。
第三步:打印后处理(获得成品)
打印完成,模型出炉后,还需要一些手工处理。
取下模型与去除支撑:小心地将模型从打印平台上铲下或取下。然后使用镊子、剪钳或小刀,仔细地拆除所有为悬空部分添加的支撑材料。
打磨与精修:拆除支撑后,模型表面可能会留下粗糙的接触点或层纹。你可以使用不同目数的砂纸(如400目、800目) 进行打磨,使其更光滑。
可选:上色与组装:如果需要,可以对模型进行喷涂上色。如果你的收纳盒是分体设计打印的,最后还需要将它们按设计组装起来。

