
 全景工厂
全景工厂

行业案例
CASE

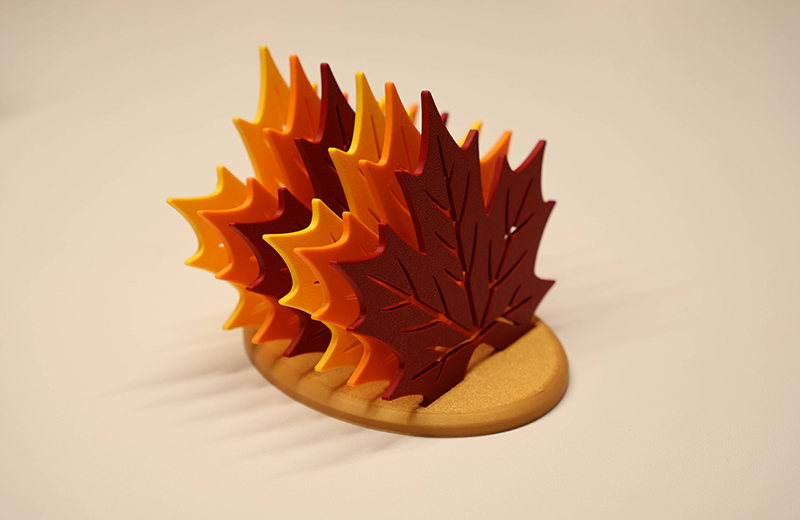
行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 10cm*5cm*12cm
后处理: 喷油
案例介绍
3D打印枫叶立牌手板模型的核心是 “还原枫叶叶脉细节 + 保证立牌稳固性”,需兼顾叶片纹理的清晰度、叶柄与底座的支撑强度,同时通过材料选择和工艺优化,让成品兼具观赏性与实用性。以下是从设计到成品的完整实操方案,覆盖不同风格(写实、卡通、简约)的关键要点:
一、前期准备:模型设计与风格定位
1. 风格与细节设计(突出枫叶辨识度)
写实风格:还原真实枫叶形态,叶脉需清晰分层(主脉粗、侧脉细),主脉凸起≥1mm,侧脉凸起≥0.5mm(FDM 工艺)/≥0.3mm(树脂工艺),边缘保留锯齿状(锯齿高度 0.8~1.5mm,间距 1~2mm),避免模糊。
卡通风格:简化叶脉(保留主脉 + 少量侧脉),边缘做圆润处理(锯齿钝化),可添加渐变颜色设计(打印后上色),叶片整体略厚(2~3mm),提升可爱感。
简约风格:仅保留枫叶轮廓,叶脉用浅槽(深度 0.3~0.5mm)呈现,底座与叶片一体化设计,整体厚度 1.5~2mm,适合桌面简约装饰。
2. 模型结构优化(避免打印缺陷)
叶片设计:
厚度:常规 1~2mm(FDM 工艺≥1mm,避免断裂;树脂工艺≥0.8mm,保证成型);复杂纹理叶片建议 1.5mm,平衡细节与强度。
叶脉布局:主脉从叶柄延伸至叶片边缘,侧脉对称分布(每侧 3~5 条),避免密集细脉(间距<0.5mm 易粘连)。
底座与支撑:
底座设计:圆形或方形底座(直径 / 边长≥30mm,厚度 3~5mm),保证立牌稳固不倾倒;底座底部可加防滑纹(浅槽,深度 0.3mm)。
叶柄连接:叶柄直径≥3mm,与叶片、底座连接处做圆角过渡(R1~2mm),避免应力集中断裂;一体化打印时,叶柄与底座夹角 120°~130°(自然站立角度)。
模型修复:用 Meshlab、Cura 修复 STL 模型,填补孔洞、删除重复面,确保无破损(尤其叶脉末端)。
3. 模型来源
下载:从 Thingiverse、Cults3D 搜索 “maple leaf”,选择带底座的 STL 模型,优先选标注 “可 3D 打印” 的文件(已优化结构)。
自制:用 Blender、Tinkercad 绘制,导入枫叶图片做参考(勾勒轮廓→拉伸厚度→绘制叶脉),新手推荐用 Tinkercad(简单易操作)。
二、材料选择:适配风格与打印需求
PLA(聚乳酸):
优势:成本低、易打印、颜色丰富(红 / 橙 / 黄 / 绿等枫叶色系齐全),适合所有风格,尤其卡通、简约款。
适配场景:叶片主体 + 底座,可直接用红色 / 橙色 PLA 打印(免上色),或白色 PLA 打印后上色(自由度高)。
注意:PLA 脆,叶柄处需加粗至 3.5mm,避免碰撞断裂;怕高温(>60℃变形),避免阳光直射。
树脂(光敏树脂):
优势:细节还原度高(适合写实风格的精细叶脉),表面光滑,可打印半透明款(做渐变效果)。
适配场景:写实风格枫叶,推荐用红色 / 橙色透明树脂,打印后叶脉清晰可见,质感通透。
注意:树脂脆性高,底座需加厚至 5mm;需紫外线固化、清洗,操作时戴手套。
PETG:
优势:韧性好、防摔,适合经常移动的立牌(如桌面摆件),颜色鲜艳且不易褪色。
适配场景:卡通风格,打印后无需上色(直接用彩色 PETG),叶柄不易断裂。
注意:打印时需封闭打印仓(防翘边),冷却后再取件(避免变形)。
三、打印参数设置(按工艺分类)
1. FDM 工艺(如 Creality Ender 3、Prusa i3)
核心参数(PLA 材料,写实风格,叶片 1.5mm 厚):
层厚:0.1~0.15mm(细节优先,0.1mm 层厚叶脉更清晰)。
喷嘴温度:200~210℃,热床温度:50~60℃(防止底座翘边)。
打印速度:主体 40~60mm/s,叶脉细节降速至 30~40mm/s。
填充率:叶片 20~30%(保证细节不塌陷),底座 50%(增强稳固性)。
特殊设置:
支撑:叶片无悬空(一体化设计),无需支撑;若单独打印叶片后拼接,叶片背面加少量网格支撑(密度 10%)。
回抽:距离 4~6mm,速度 50mm/s(减少拉丝,避免污染叶脉)。
外壳层数:3~4 层(增强叶片边缘硬度)。

2. 树脂工艺(如 Elegoo Mars、Anycubic Photon)
核心参数(写实风格,叶片 1mm 厚):
层厚:0.025~0.05mm(0.025mm 层厚还原叶脉细节)。
曝光时间:基础曝光 8~10s,底部曝光 60~70s(增强底座附着力)。
层间间隔:2~3s(避免层粘)。
特殊设置:
支撑:叶片边缘锯齿处加针尖支撑(接触面积≤0.3mm²,减少残留),支撑密度 8~10%。
摆放方向:叶片正面朝上(叶脉朝向树脂槽顶部),避免支撑遮挡叶脉;底座朝下贴平台,保证稳固。
四、后处理:提升颜值与质感
1. FDM 模型后处理
去支撑 / 修毛刺:用斜口钳剪去多余支撑,美工刀修除边缘毛刺,叶脉处用 240 目砂纸轻轻打磨(避免磨平纹理)。
上色(可选):
底漆:白色 PLA 打印件喷一层白色水性底漆(增强颜料附着力),晾干 2 小时。
上色:用水性漆或丙烯颜料,先涂底色(红 / 橙 / 黄),再用深色颜料(深绿 / 棕)勾勒叶脉,边缘可加渐变(如叶尖深红、叶柄浅黄)。
封层:喷一层哑光清漆(保护颜色,避免磨损),晾干 24 小时。
打磨抛光(可选):想提升表面光滑度,用 400 目→800 目砂纸逐级打磨,再用 PLA 抛光液擦拭(仅适用于 PLA)。
2. 树脂模型后处理
清洗与固化:用无水乙醇浸泡 5~8 分钟,去除表面未固化树脂,吹风机吹干后,放入紫外线固化箱固化 30 分钟(增强硬度)。
修残留:用 400 目砂纸打磨支撑残留,叶脉处轻磨(避免破坏细节)。
上色 / 封层:树脂表面光滑,可直接上色(步骤同 FDM);透明树脂可染色(用透明染料 + 酒精稀释,涂抹叶片内壁),最后喷清漆封层。
五、常见问题与解决方案
叶脉模糊(细节丢失)
原因:层厚过大、打印速度过快、叶脉凸起高度不足。
解决:FDM 降至 0.1mm 层厚,树脂用 0.025mm 层厚;细节区域降速至 30mm/s;加深叶脉凸起至 0.5mm 以上(FDM)。
底座翘边(立牌倾倒)
原因:热床温度不足、底座与平台附着力差。
解决:FDM 热床温度升至 60℃,平台涂固体胶;树脂模型底部曝光延长 10s,增加底座与平台接触面积。
叶片断裂(叶柄处开裂)
原因:叶柄过细(<3mm)、填充率过低、材料脆性大。
解决:加粗叶柄至 3~3.5mm,填充率提升至 30%;选择 PETG 材料(韧性好),或在叶柄处加加强筋(厚度 1mm)。
上色后颜料脱落
原因:未喷底漆、模型表面有油污、颜料未晾干。
解决:先喷底漆并晾干 4 小时,上色前用酒精清洁表面;颜料薄涂多次(每次晾干 1 小时),最后喷清漆封层。

六、创意拓展
渐变效果:用双色 PLA 打印(如红色 + 黄色),或打印后用海绵蘸取两种颜料,轻拍叶片做渐变(自然过渡)。
发光效果:底座预留小灯槽(宽度 5mm、深度 8mm),放入微型 LED 灯珠,打印透明 / 半透明叶片,夜间发光氛围感拉满。
个性化定制:在底座刻字(如 “2024 Autumn”“枫叶纪念”),用建模软件导入文字模型,与底座拼接打印。

